



Introducere în turnarea prin suflare PETG
Ce este PETG?
PETG (Polietilen Tereftalat Glicol) este un tip de poliester termoplastic, cunoscut pentru claritatea sa excelentă,...
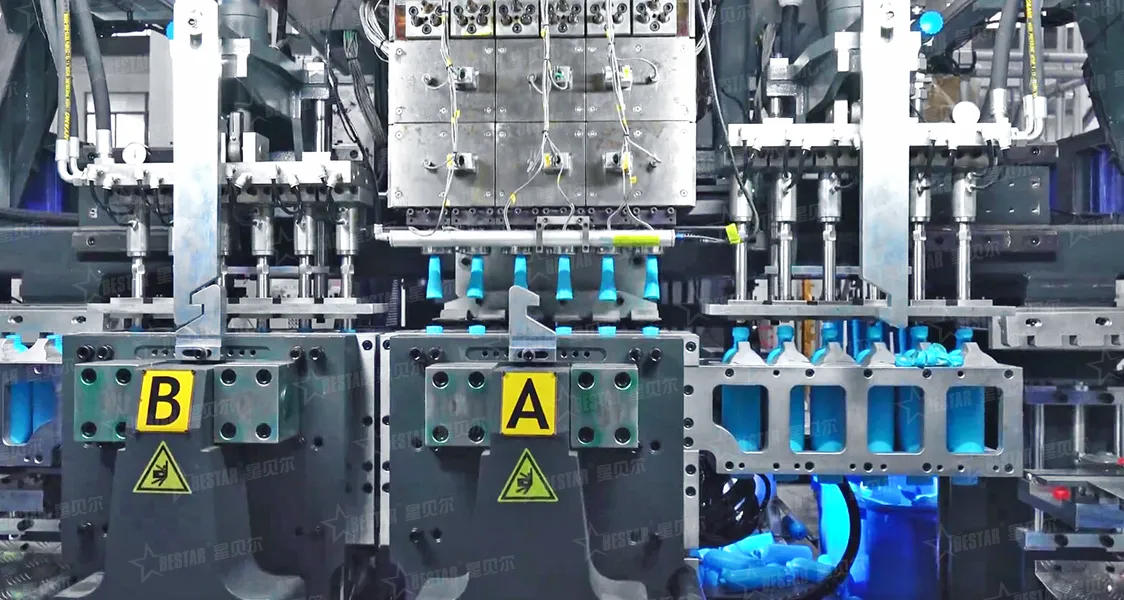
Turnarea prin extrudare prin suflare este un proces de fabricație utilizat pe scară largă pentru crearea pieselor goale din plastic. Mașina de suflat obișnuită pentru producerea de containere cum ar fi sticle, bidoane, bidoane și componente auto, cum ar fi rezervoarele de combustibil și conductele.
Plasificarea și extrudarea Parisonului:
1. Materia primă: Rășina din plastic (de obicei sub formă de granule sau granule) este alimentată dintr-un buncăr într-un extruder.
2. Extruder: Extruderul constă dintr-un butoi încălzit cu un șurub rotativ în interior. Pe măsură ce șurubul se rotește, transportă plasticul înainte, îl topește prin forfecare și încălzire externă și omogenizează plasticul topit (topit).
3. Cap de matriță: plasticul topit este apoi forțat printr-un cap de matriță, care îl formează într-un tub gol numit paraison. Capul matriței poate fi proiectat pentru a controla grosimea peretelui paraison (programare paraison) pentru a asigura o grosime mai uniformă a peretelui în produsul final, în special pentru forme complexe.
Prindere Parison:
1. Parasonul este extrudat în jos, atârnând vertical (în cele mai comune configurații).
2. O matriță din două părți (cu o cavitate în formă de produsul dorit) se închide în jurul paraison, ciupind un capăt (de obicei partea de jos) și sigilând-l. Partea superioară a paraisonului rămâne deschisă și conectată la capul matriței sau este ținută de matriță.
Suflare și umflare:
1. Un ac de suflare (sau un ac) este introdus în capătul deschis al paraison (adesea prin capul matriței sau printr-o deschidere separată în matriță).
2. Aerul comprimat este injectat prin știftul de suflare, umflând parasonul moale, topit.
3. Presiunea aerului forțează plasticul să se extindă și să ia forma cavității matriței.
Răcire:
1. Plasticul, apăsat acum pe pereții matriței relativ rece, începe să se răcească și să se solidifice.
2. Formele sunt de obicei echipate cu canale de răcire prin care circulă un lichid de răcire (cum ar fi apa) pentru a accelera acest proces.
3. Timpul de răcire suficient este crucial pentru a se asigura că piesa își menține forma atunci când este evacuată.
Deschiderea și evacuarea matriței:
1. Odată ce piesa s-a răcit suficient și s-a solidificat, matrița se deschide.
2. Piesa goală finită este scoasă din matriță, adesea cu ajutorul știfturilor de evacuare sau a suflarilor de aer.
Tunderea (Deflashing):
1. Procesul lasă în mod obișnuit material în exces, cunoscut sub numele de flash, în cazul în care jumătățile matriței au ciupit paraison (sus și jos și uneori în jurul mânerelor).
2. Acest blitz trebuie decupat. Tunderea poate fi efectuată manual, semi-automat sau complet automat, ca parte a liniei de producție. Blițul tăiat este adesea reșumat și reciclat înapoi în proces.
